| Quantity | 3+ units | 10+ units | 30+ units | 50+ units | More |
|---|---|---|---|---|---|
| Price /Unit | $169.43 | $165.97 | $160.79 | $153.87 | Contact US |
 Double-layer 42 Stepper Motor Intelligent Robot Car Chassis 4WD Chassis with 80mm Mecanum Wheels
$90.07
Double-layer 42 Stepper Motor Intelligent Robot Car Chassis 4WD Chassis with 80mm Mecanum Wheels
$90.07
 Single-layer 42 Stepper Motor Intelligent Robot Car Chassis 4WD Chassis with 80mm Mecanum Wheels
$85.18
Single-layer 42 Stepper Motor Intelligent Robot Car Chassis 4WD Chassis with 80mm Mecanum Wheels
$85.18
 Double-layer 42 Stepper Motor Intelligent Robot Car Chassis 4WD Chassis with 60mm Mecanum Wheels
$85.73
Double-layer 42 Stepper Motor Intelligent Robot Car Chassis 4WD Chassis with 60mm Mecanum Wheels
$85.73
SHDmini-08 Mini Horizontal Harmonic Reducer SHD-08 Harmonic Drive (80:1 Gear Ratio) for Robot Joints
Features:
HD-08 Harmonic Reducer
* Diameter: 40mm
* Thickness: 11.5mm
* Weight: 0.060-0.061kg
* Design Life: 7000-10000 (hours)
* Precision-machined, long lifespan, more durable, and widely applicable
* Specially designed for robotic joints
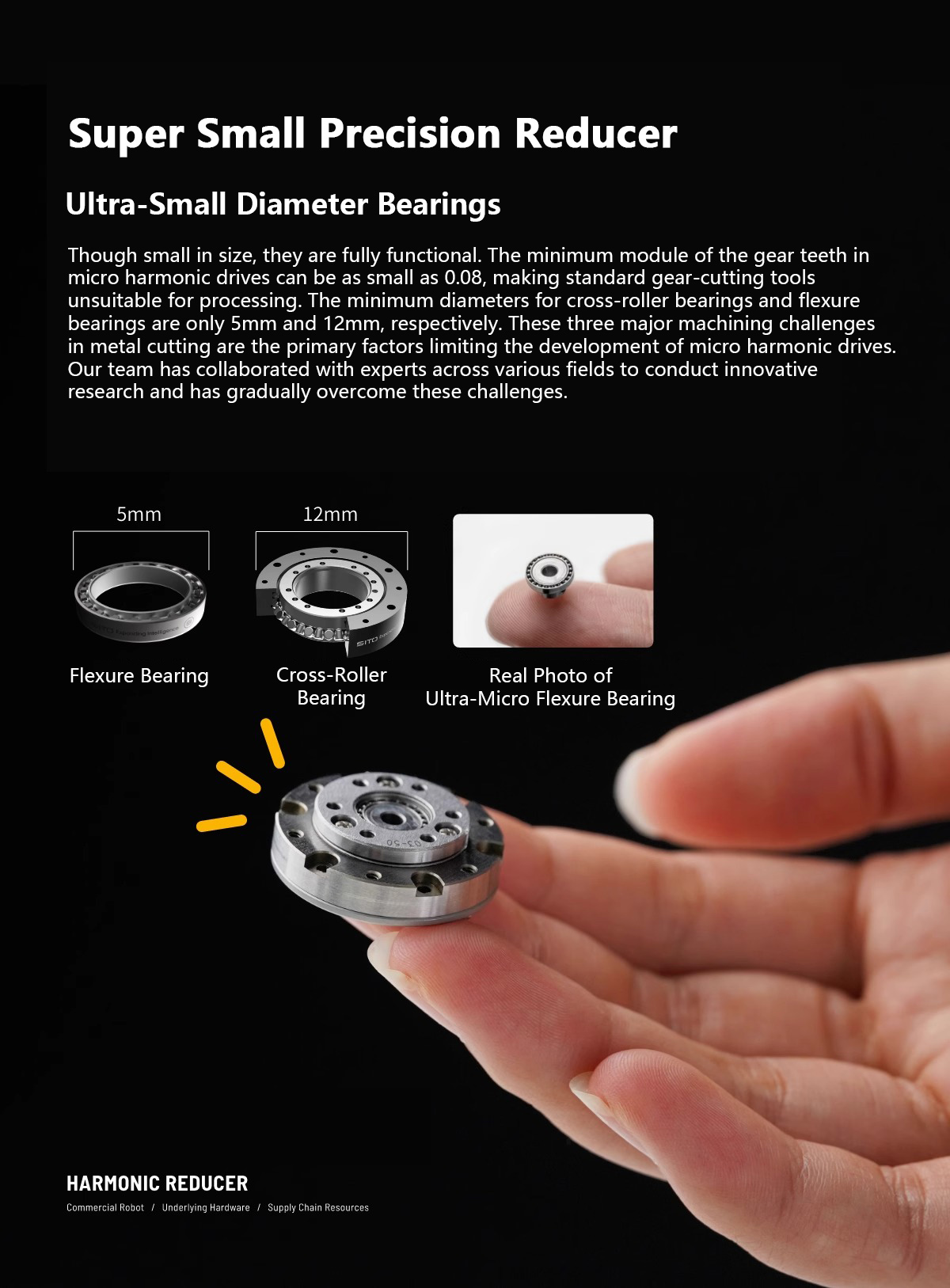
Super Small Precision Reducer
*
Ultra-Small Diameter Bearings: Though small in size, they are fully
functional. The minimum module of the gear teeth in micro harmonic
drives can be as small as 0.08, making standard gear-cutting tools
unsuitable for processing. The minimum diameters for cross-roller
bearings and flexure bearings are only 5mm and 12mm, respectively. These
three major machining challenges in metal cutting are the primary
factors limiting the development of micro harmonic drives. Our team has
collaborated with experts across various fields to conduct innovative
research and has gradually overcome these challenges.
Toughness Protection
*
By applying special electroslag remelting purification and repeated
rotary forging on raw materials with precise methods, we have improved
the stability of various performance indicators of the flexspline
material. This ensures the stringent requirements of the flexspline's
fatigue strength. Under overload conditions, the material's toughness
deformation maximally protects the entire mechanical structure from
damage.
Ultra-Fine Dense ADI Material
* We produce ultra-fine
dense ADI (Austempered Ductile Iron) material by using hollow continuous
casting spherical iron profiles followed by isothermal quenching. Its
features include:
1. Self-lubricating
2. Low temperature rise
3. Shock absorption and noise reduction
4. Wide operating temperature range
5. Long service life
Ultra-Precision Heat Treatment Process
*
After years of technical accumulation in material heat treatment, we
have identified the balance change law between hardness and toughness —
two factors affecting fatigue strength of harmonic drives. By combining
stress concentration after machining and stress relief before machining,
we formulated a complete heat treatment process which has been fully
implemented in mass production.
Special Flexspline Processing Technology
*
We invented a post-deformation finishing machining method for
flexspline tooth profiles. Under the premise of ensuring precision, this
method solves the problem of uneven contact in traditional steel
flexsplines, enabling fuller tooth surface engagement, more uniform
force distribution, reduced friction, and enhanced product durability.
Innovative S-Tooth Profile Design
*
In collaboration with the Deep-Sea Silent Transmission Laboratory of a
leading university, we conducted research on smoothing friction
transmission and reducing tooth-cutting friction coefficients, leading
to the invention of the S-shaped harmonic tooth profile theory. By
integrating kinematics, tribology, and lubrication science, we developed
simulation software capable of automatically generating S-shaped
curves.
Independent Tool Design and Development
* We
creatively developed an integrated composite tool combining front
cutting and rear pressing for harmonic gear processing. This
breakthrough overcomes the market gap caused by the manufacturing
difficulties of tools for micro harmonic reducers, resulting in a
uniquely industry-leading series of micro harmonic reducer products.
Harmonic Drive Testing Laboratory
*
We have partnered with universities and government quality inspection
bureaus to establish China's first comprehensive performance testing
platform for harmonic reducers. This platform covers lifetime, accuracy,
starting torque, torsional stiffness, load capacity, and other aspects,
providing comprehensive quality assurance throughout the harmonic
product development process and solid experimental data for all
development stages.
Ultra-Micro Cross-Roller Bearings
* The
production of miniature cross-roller bearings differs from conventional
models. Our research and design of an embedded separated channel
structure perfectly addresses the current market gap in ultra-small
raceway grinding machines. Through structural design, we have
technically and procedurally solved the challenges of ultra-small
processing in channel grinding machines.
Ultra-Micro Flexure Bearings
*
The manufacturing process of miniature flexure bearings, due to their
small outer diameter and thin structure, cannot follow the conventional
segmented processing methods used for standard bearings. To minimize
dimensional chain errors and deformation caused by multiple clamping
steps, a composite processing method is required that produces finished
products in a single setup.
* We have collaborated with the technical
team from a well-known Chinese bearing research institute to enhance a
small precision composite machining center by adding capabilities for
raceway grinding and laser heat treatment. This enables a one-stop
process flow—from turning → heat treatment → grinding → ultra-precision
raceway finishing—in a single setup, efficiently solving the
manufacturing challenges of ultra-small flexure bearings.
Packing List:
* 1 x Harmonic Gear Reducer
Packaging Details:
* Weight: 0.2kg
Note:
* Grease and adhesive are not included in the package.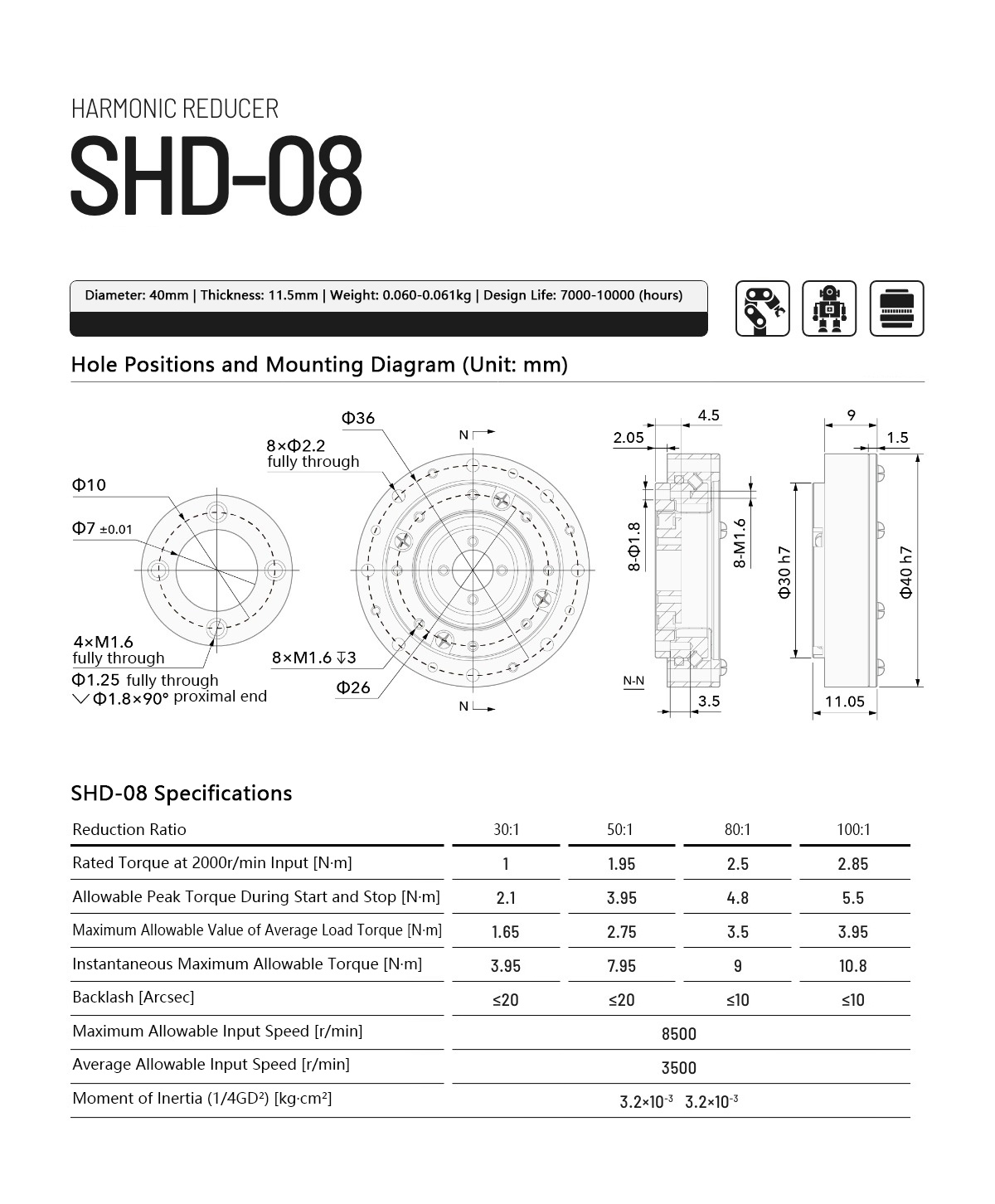
Reducer Installation and Precautions:
*
Inject grease into the inner wall space of the flexspline. Install the
reducer onto the output shaft, and fasten it with screws plus spring
washers for preload. The tightening sequence should be in a crosswise
(criss-cross) pattern, with a preload torque of 0.5N·m.
* Evenly
apply grease on the flexure bearing, then install the wave generator
into the bearings of the flexspline and output shaft. When installing
the wave generator, please pay special attention to keeping center
offset and tilt to a minimum to reduce the impact of eccentricity. Avoid
applying excessive force on the wave generator's bearing area; the wave
generator can be smoothly inserted by gently rotating it. After
installation, gently rotate the wave generator by hand. It is considered
normal if it rotates smoothly under average force. If there is
noticeable unevenness, it indicates asymmetric meshing; in this case,
remove and reinstall the wave generator.
* Apply Loctite 638 adhesive
to the key on the input shaft, then insert the shaft into the wave
generator. Use screws and spring washers to connect and preload the
input end to the reducer. The tightening sequence should follow a
crosswise (criss-cross) pattern, with a preload torque of 0.5N·m. Set
the motor speed to approximately 100RPM and start the motor. Tighten the
screws in a crosswise manner in four to five equal increments until the
screws reach their specified tightening torque (refer to the torque
values in the table). All screws used for connection and fastening must
be grade 12.9 and coated with thread locker to prevent loosening or
failure during operation.
* While keeping the motor rotating, tighten
the screws on the output end in a crosswise pattern, also in four to
five equal increments up to the specified tightening torque (refer to
the torque values in the table). Again, all fastening screws must be
grade 12.9 and coated with thread locker to avoid loosening or failure.
The recommended thread locker is Loctite 243.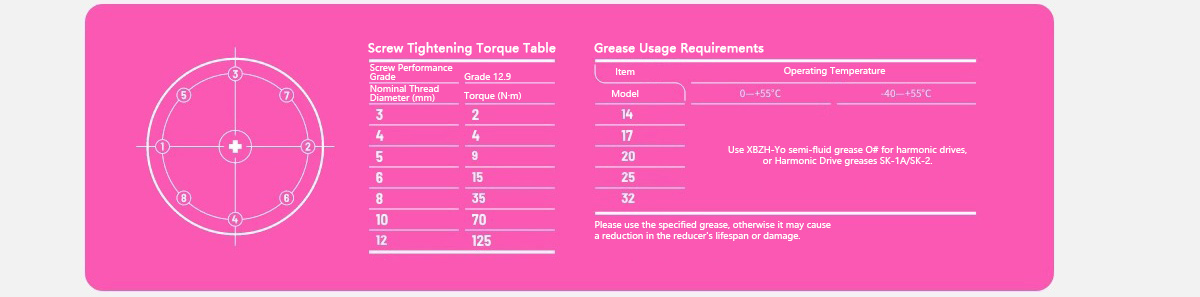
Precautions:
1.
If the reducer's output end is always facing horizontally downward
during use, the grease injected into the inner wall space of the
flexspline must exceed the meshing tooth surface.
2. Static seals
must be applied between the mounting surfaces of the rigid spline and
its connecting parts, as well as between the flexspline and its
connecting parts, to ensure grease does not leak during reducer
operation and to prevent damage caused by insufficient or no
lubrication.
3. During installation, do not strike reducer parts with hard objects or apply excessive force to avoid part damage.
4. If you encounter any issues during installation, please contact us.

 for Robot Joints")
 for Robot Joints")
 for Robot Joints")
 for Robot Joints")
 for Robot Joints")

 for Robot Joints")
 for Robot Joints")
 for Robot Joint")


")

")